


履带式加热器的应用及操作
履带式加热器的应用及操作
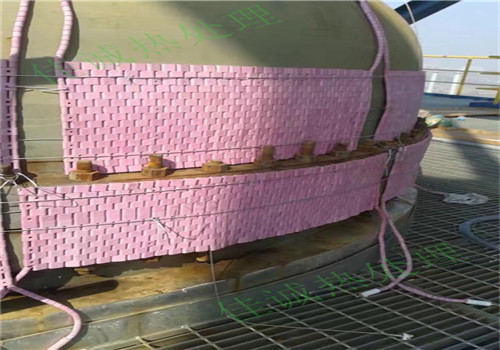
一、履带式加热器的应用:
返回列表 一、履带式加热器的应用:
采用履带式加热器进行加热,加热温度为℃,且焊接过程中加热器一直保持加热状态,以减小焊缝开裂倾向加热片位置距坡口边缘左右,并且在现场预备氧乙炔焰为备用加热手段。打底焊打底焊前先进行预热,用加热器或气焊把坡口周围烘烤,使其达到巧,℃左右。

焊接打底层时,熔合比尽量小,采用窄道不摆条手法焊接,以减小焊缝中含碳量焊填充金属时,可适当放大熔合比,焊接时采用连续焊接方法进行,既要保持一定的层间温度,也要防止焊道过热,每焊完一道马上用钝头小锤锤击以释放应力上坡日打底焊,及时用带有圆角的尖头小锤锤击清理,即清渣,又消除应力下坡口打底焊前,先用碳弧气刨清理,再用抛光砂轮修磨,施焊过程中也要用小锤锤击焊道。

焊接焊接时采用小规范进行焊接,焊接电流采用规定之下限。焊第一层时易出现裂纹,采用小焊条,操作中注意运条速度不要过快,以免焊缝太薄,容易拉裂,熄弧时应将弧坑填满,以免出现火口裂纹,其电流一般为一。其余各层焊道均用帜焊条,电流为。为减少应力和变形,采用分段对称焊法和从里向外施焊法。

二、履带式加热器的操作:简单,更节能,更环保,效率高。
热处理设备专业厂家就找佳诚热处理,http://www.13901559172.com